Zo’n twee maanden terug deelden we deel 1 van de making-of van onze nieuwe puzzel in wording, hopende dat we het daarmee niet zouden jinxen. Intussen — spoiler alert — hebben we die stress niet meer, maar de weg van proof of concept tot complete puzzel bleek wel nog een hele rollercoaster. Hoewel we tegelijk werkten aan de puzzelstukken én de ondergrond is het hele verhaal te lang voor één blogpost. Daarom krijg je hier het verhaal van de puzzelstukken en volgt in deel 3 het verhaal van de bol waarop die stukken zouden komen.
Dat de puzzelstukken ge-3D-print zouden worden, lag voor de hand. Lasergesneden plastic thermoformen werd wel eens gesuggereerd, maar zoals jullie uit het fietshelmavontuur weten, is een bol “te krom” voor een dergelijke aanpak. De eerste stap na het debuggen van het script en genereren van 3D-modellen was dan ook testen of we überhaupt een acceptabele printkwaliteit konden verkrijgen voor deze complexe vormen.
Voor het eerst* 3D-printen
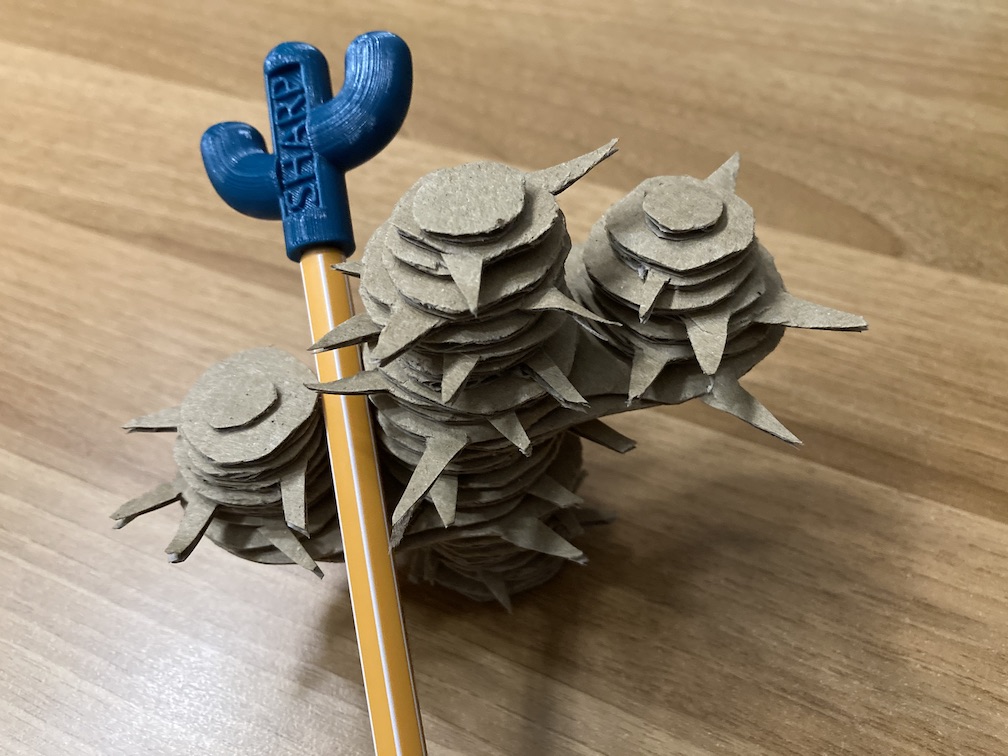
Technisch gezien hebben we al wat ervaring met 3D-printen. Vijf jaar terug ontwierp Jens een potloodcactusje tijdens zijn FabZero-cursus. Ik maakte snel een koekjesvormpje in volle einsteingekte, ook al een paar jaar geleden dus. Maar net als met het lasersnijden van onze paspop deden we ook hier niet echt aan rustig opwarmen en zou dit de eerste keer zijn dat we al onze kennis over 3D-modelleren en 3D-printen echt zouden inzetten voor een serieus project.

Leg de verwachtingen misschien niet meteen zo hoog als je net start met 3D-printen. Zelfs in twee namiddagen een koekjesvorm ontwerpen, printen en er koekjes mee bakken, lukte wellicht alleen omdat ik al sinds 2019 YouTubers zoals Maker’s Muse en Make Anything volg, ik hier en daar al eens met CAD-tekensoftware gewerkt had én we een gebruiksvriendelijke printer ter beschikking hadden.
Wat achtergrondkennis helpt ook met het heel eigen vocabularium dat 3D-printers met zich meebrengen. We proberen in deze blogpost een balans te vinden tussen beknopt en verstaanbaar voor de leek. Daarom zul je merken dat er geregeld een korte duiding of verduidelijkende link toegevoegd werd bij technische termen. Je hoeft die zeker niet allemaal te kennen om het verhaal te kunnen volgen, maar wie nog nooit met een 3D-printer werkte en elk detail wil snappen, zal veel nieuws leren.
Dat gezegd zijnde, voor we meer tijd in dit project staken, moesten we weten of we de stukken zelf zouden kunnen printen of op een print farm met geavanceerdere printers beroep zouden moeten doen. Nog voor we naar een bol op zoek gingen, haalden we dus even de oude printer van onder het stof om uit te testen. Met z’n gelaagde constructie heeft een 3D-printer typisch wel wat moeite met lichtgekromde oppervlakken.
Hoe kies je de juiste printoriëntatie?
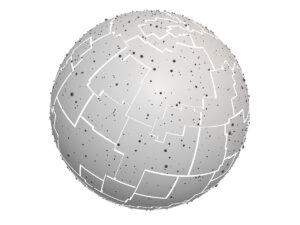
De courante 3D-printer waar je meteen aan denkt — een FDM-printer — werkt door je model in laagjes op te delen en die dan een voor een neer te leggen in gesmolten plastic. Voor heel wat vormen, zeker die met mooie rechte hoeken, is dat helemaal geen probleem. Ook voor organische vormen krijg je vaak ook nog een mooi resultaat omdat de laagjes zo dun zijn; vaak amper 0,2 mm. Een bol is echter een bijzonder lastige vorm voor een 3D printer, omdat de hoek bovenaan steeds kleiner wordt. Daardoor zien de bovenste lagen er altijd wat getrapt uit in vergelijking met de bijna verticale randen halfweg. Bovendien moet je de onderste lagen ook ondersteunen, en zo’n supports netjes verwijderen van een bol is ook makkelijker gezegd dan gedaan.
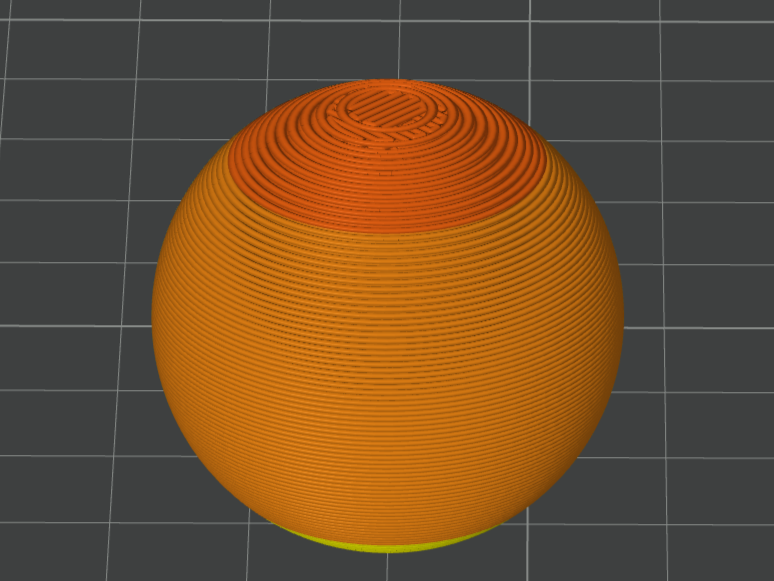
Merk op dat de schijnbare ringen die je vooraan deze bol ziet daarentegen een voorbeeld zijn van Moiré-effecten op het scherm en niet in de print zelf zullen opduiken. Al werken in de slicer (= de software die 3D-modellen omzet in instructies voor de printer) dook dat fenomeen veelvuldig op, maar dat was dus geen reden tot paniek.
Wie een volledige bolvorm in een keer wil printen, moet zich er (tot op zekere hoogte) bij neerleggen dat de boven- en onderkant er niet supernetjes zullen uitzien. Gelukkig printten wij enkel stukken van een bolschil met daarbovenop halve bolletjes en hadden we dus verschillende mogelijke oriëntaties om uit te kiezen.

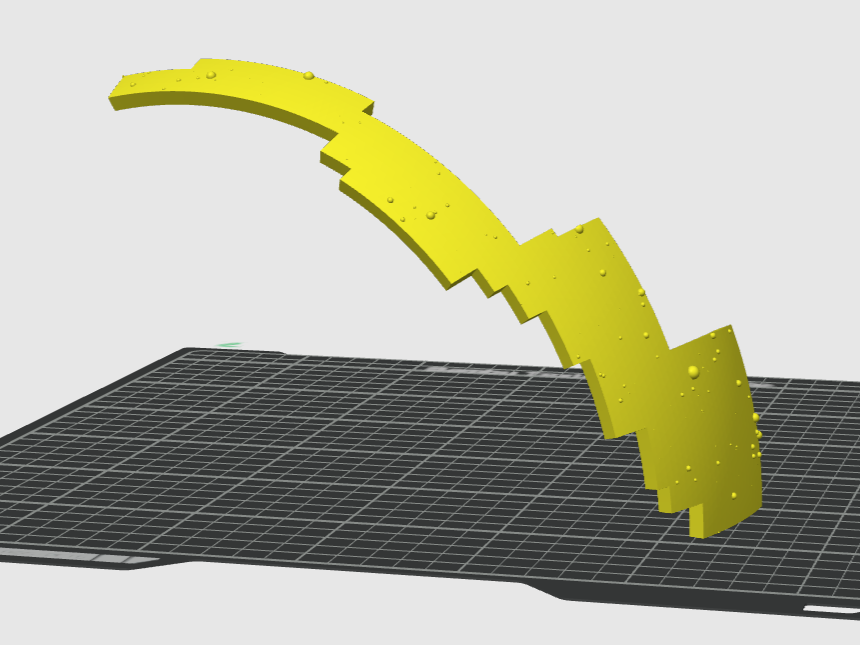
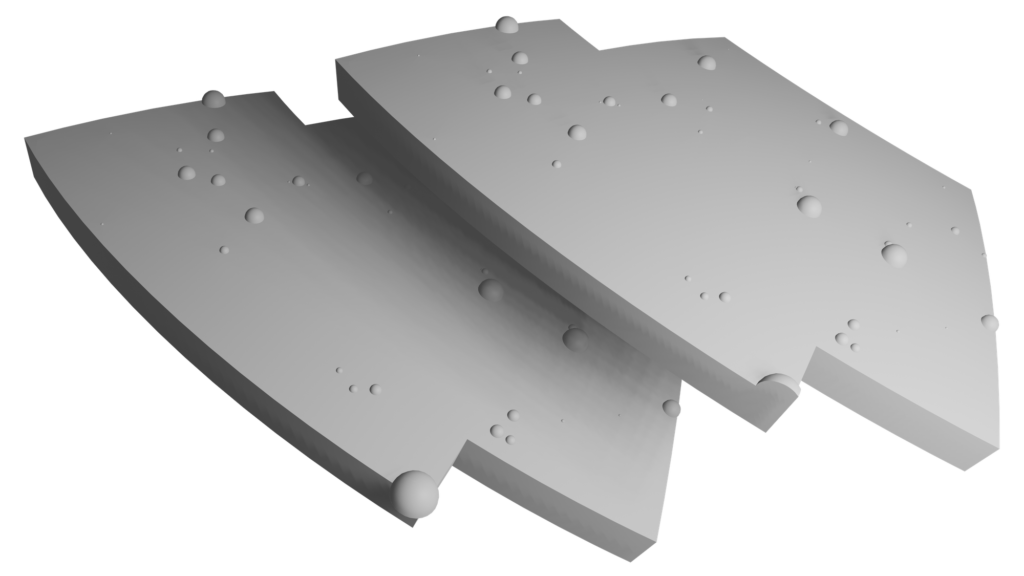
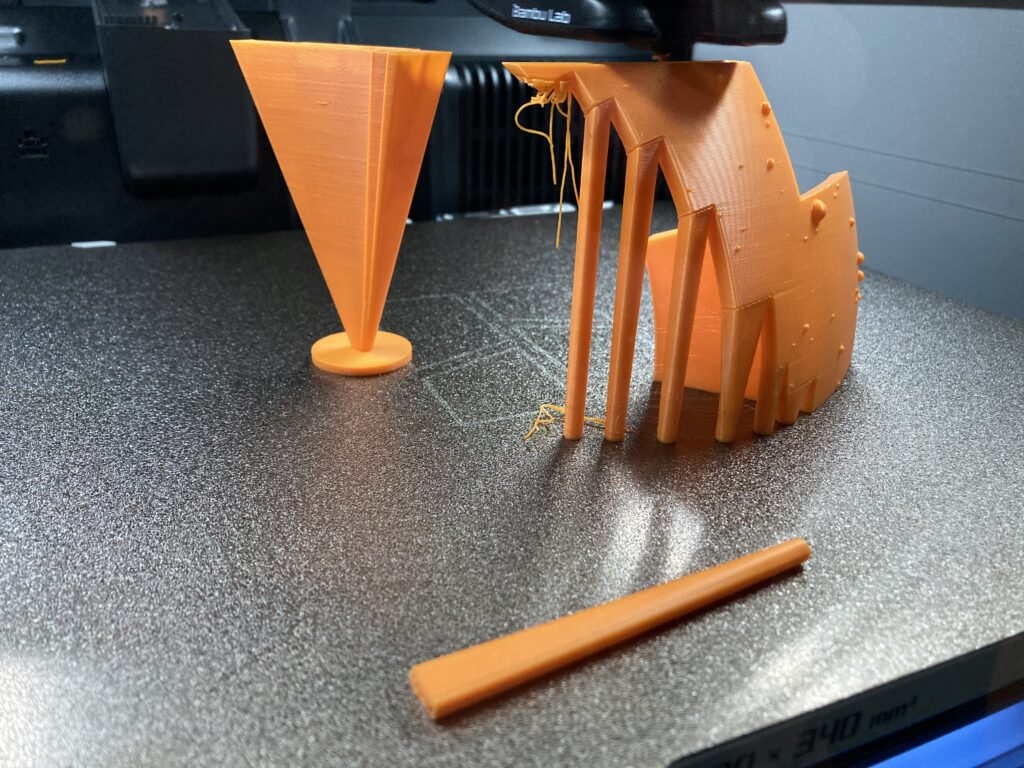
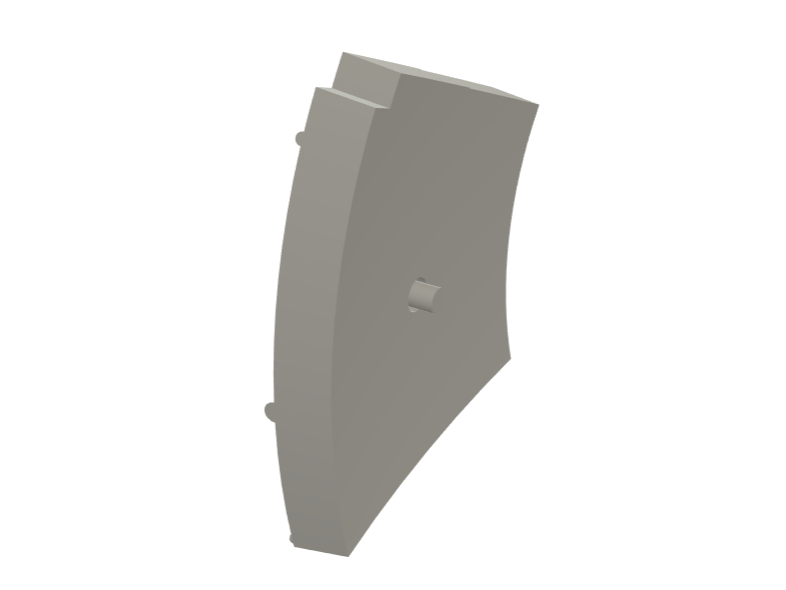
De stukken “plat” printen geeft zoals verwacht een uitstraling die voor verbetering vatbaar is. Door de stukken op een kant te printen, verkregen we wel een mooie afwerking. Doordat alle stukken gedefinieerd werden door lijnen van rechte klimming en declinatie — equivalenten op de hemelbol voor de gekende meridianen en breedtegraden op de aardbol (zie ook onze bundel voor meer info) — hadden de stukken gelukkig twee zijkanten die écht vlak waren.

In erg noordelijk of zuidelijk gelegen sterrenbeelden zoals Mensa (Tafelberg) hierboven valt het erg op dat de randen overeenkomstig met de declinatielijnen helemaal niet vlak zijn. Bij centraal gelegen stukken valt dit minder op, maar dan nog, vertrekken vanuit een van die lichtgekromde randen zou helemaal geen mooie printkwaliteit opleveren.
Kan je de printoriëntatie zomaar veranderen?
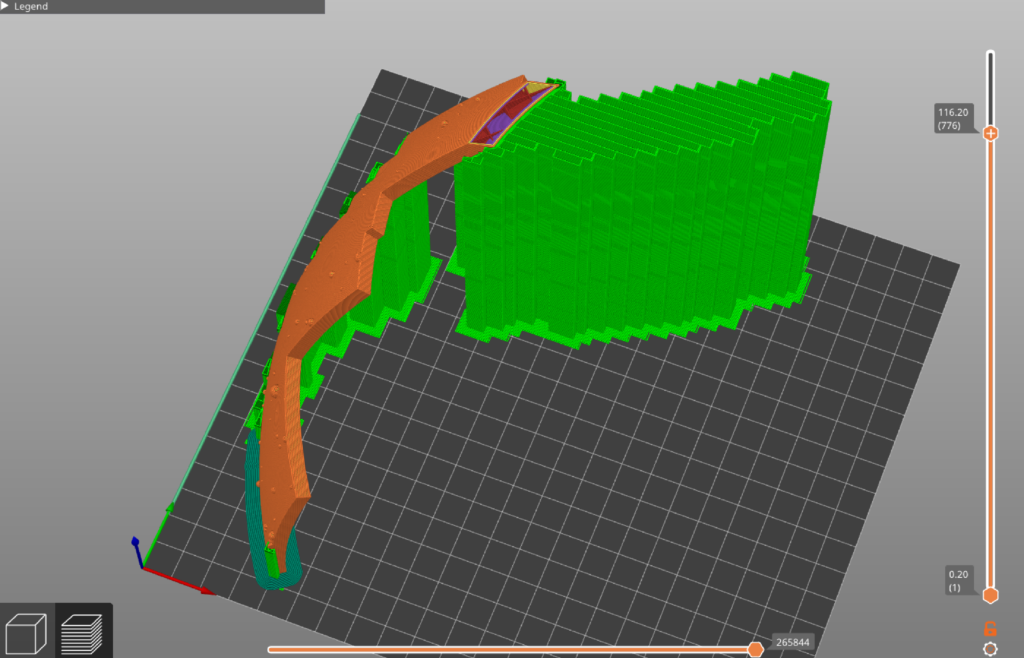
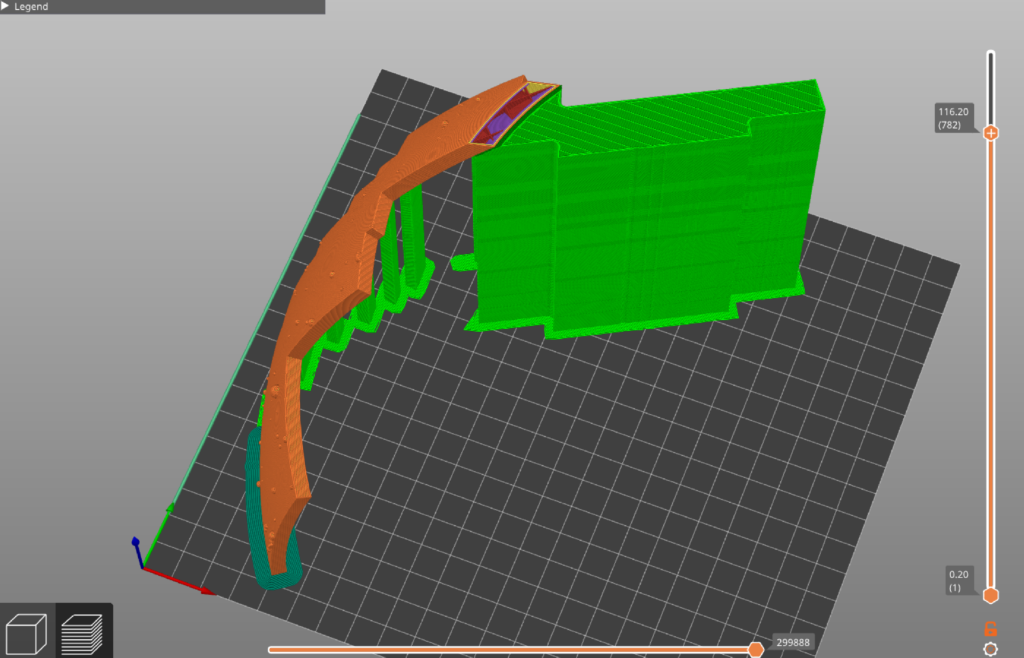
Dit soort hoge, smalle stukken op hun kant printen kwam echter met een eigen trade-off. Door het kleine grondoppervlak was de aanhechting op het printbed niet zo goed, en gezien de stukken dan ook nog eens gebogen waren, vielen ze halfweg het printen gewoon om. Gelukkig konden we enkele ondersteunende wiggen toevoegen die de prints in evenwicht hielden.



Wie wel vaker 3D-prints ziet, vraagt zich wellicht af wat er met de supports aan de hand is. De vele trapjes in de randen moeten natuurlijk ondersteund worden tijdens het printen. Dit is een veelvoorkomend “probleem” bij 3D-printen waar elke slicer een of meerdere ingebouwde oplossingen voor heeft. Gezien onze oude printer een afdankertje was, met bovendien een propriëtaire slicer en filamenten (= de rollen plastic “draad” waar mee geprint wordt), viel het qua opties voor support dermate tegen dat zelf steunelementen modelleren de enige optie was om die kromme stukken proper te printen.
Het was nog niet helemaal doorgedrongen hoeveel werk het zou kosten om eigen support te ontwerpen voor elk van de 89 stukken. Dat al die steunelementen met dezelfde instellingen printen als de puzzelstukken voor heel wat tijd- en materiaalverspilling zou zorgen, motiveerde me alvast wel al om een recentere slicer aan de praat te proberen krijgen. De printer had enkele omwegen nodig om g-code (= de standaardtaal voor het besturen van machines zoals 3D-printers, CNC-routers, …) uit PrusaSlicer laten aanvaarden. Uiteindelijk lukte het en kon ik uit verschillende support opties kiezen én beter instellen waar al dan niet support nodig was.
Toen ik wat later zat te zoeken naar de firmware-update om open filamenten te kunnen gebruiken — omdat de fabrikant al vijf jaar geen 3D-printers meer verkoopt of ondersteunt — hoorde ik echter een zorgwekkend geluid. Na het uiteenhalen van de hele printkop kon ik de blokkade uiteindelijk verhelpen, maar nog geen kwartier na het starten van een nieuwe print trad opnieuw exact hetzelfde probleem op, uiteraard.

Een nieuwe 3D-printer
Dat 10 jaar oude afdankertje van een 3D-printer hadden we staan om mee te experimenteren “als we eens tijd hebben” maar was nu heel handig voor een “kunnen we dat zelfs ietwat proper printen?”-toetsing. En de oude rakker deed erg zijn best … maar alles samengenomen besloten we dat het tijd was om een nieuwe te kopen, nu we motivatie hebben om er dingen mee te doen. Gezien we in het verleden zowel met onze lasercutter als met onze sublimatieprinter heel wat problemen ondervonden bij de set-up (en in de steek gelaten werden door de verkoper en producent) zijn we heel blij dat we intussen de mensen van Fablab Factory leerden kennen. Met het vertrouwen dat we dit keer geen kat in een zak kochten, besloten we meteen een serieus model te kopen dat alles aankan wat we er de komende paar jaar tegenaan willen gooien. De doos kon nog net net net rechtop in de koffer …



Een goeie work-out en impromptu opruimsessie later gingen we als twee kleine kindjes op kerstochtend de printer meteen uitpakken en — na een uur automatisch kalibreren en herkalibreren — uittesten. We kozen opnieuw voor een gebruiksvriendelijk model, maar daar staat blijkbaar wat geduld tegenover. Over een 3D-printer kiezen, opzetten, voor het eerst gebruiken, … kunnen we ook een hele blogpost vullen, en zijn we zeker geen experts … Als je meer wil lezen over onze printerkeuze, laat maar weten, maar deze blogpost is al lang genoeg.
Hoewel deze printer wel een up-to-date slicer met ongelooflijk veel opties had, zou het nog even duren alvorens de frank viel dat al dat custom designwerk niet meer nodig (of zelfs wenselijk) was … maar één ding was wel meteen duidelijk: 3D-printers stonden de laatste 10 jaar niet stil! De nieuwe printer deelde de printtijd bijna door drie én de printkwaliteit die zelfs de kleinste stipjes toonde, inspireerde ons om nog meer sterren toe te voegen.

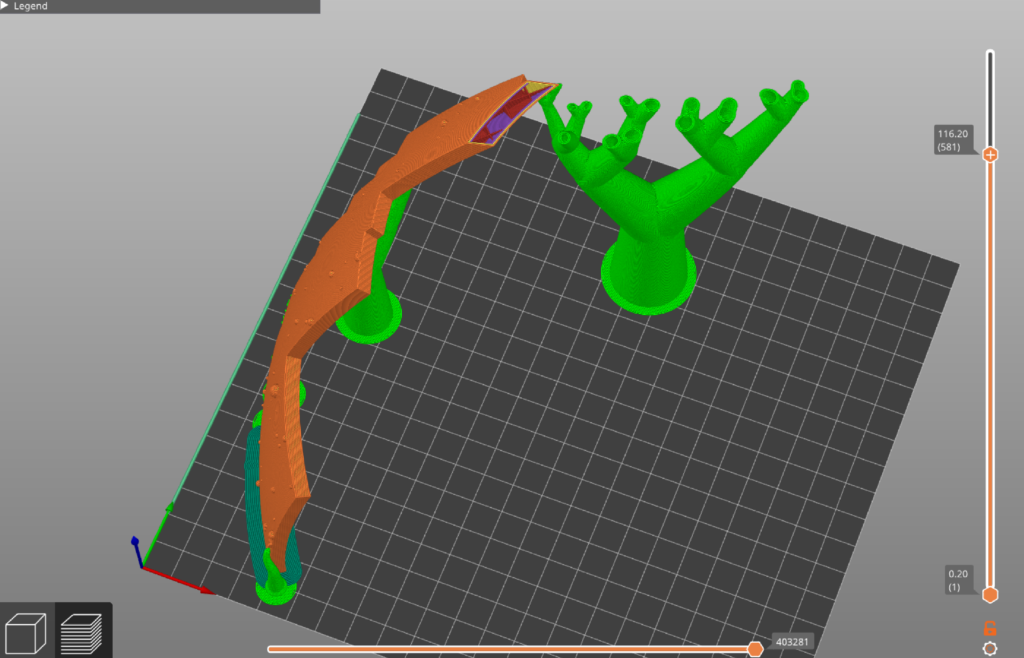
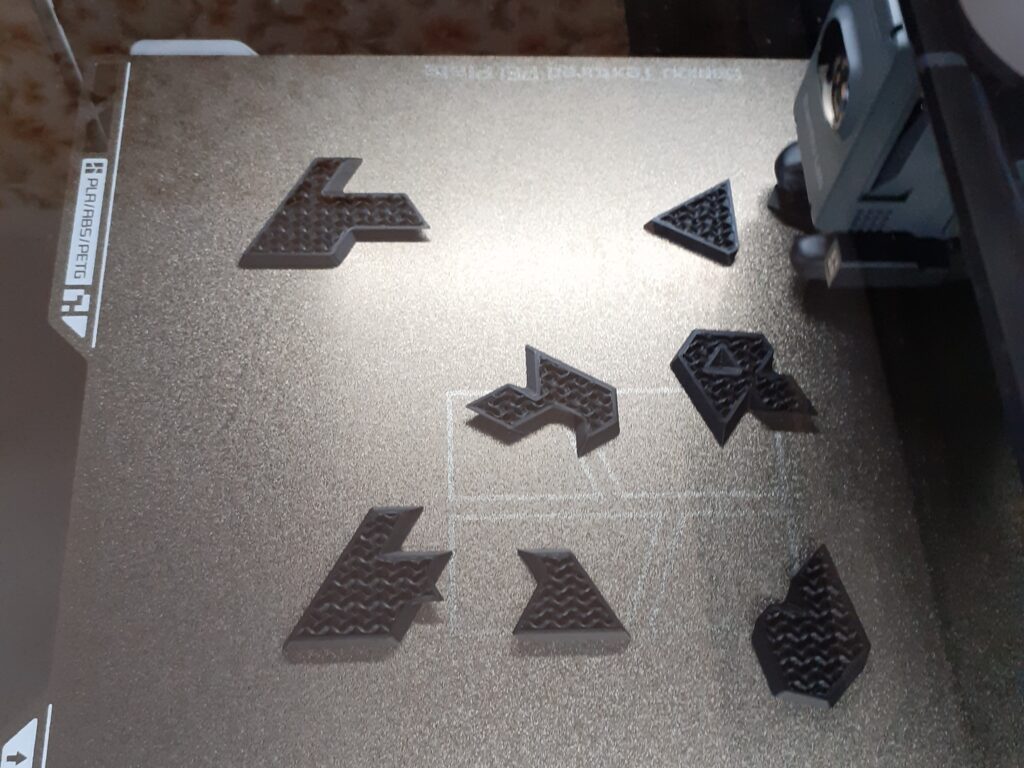
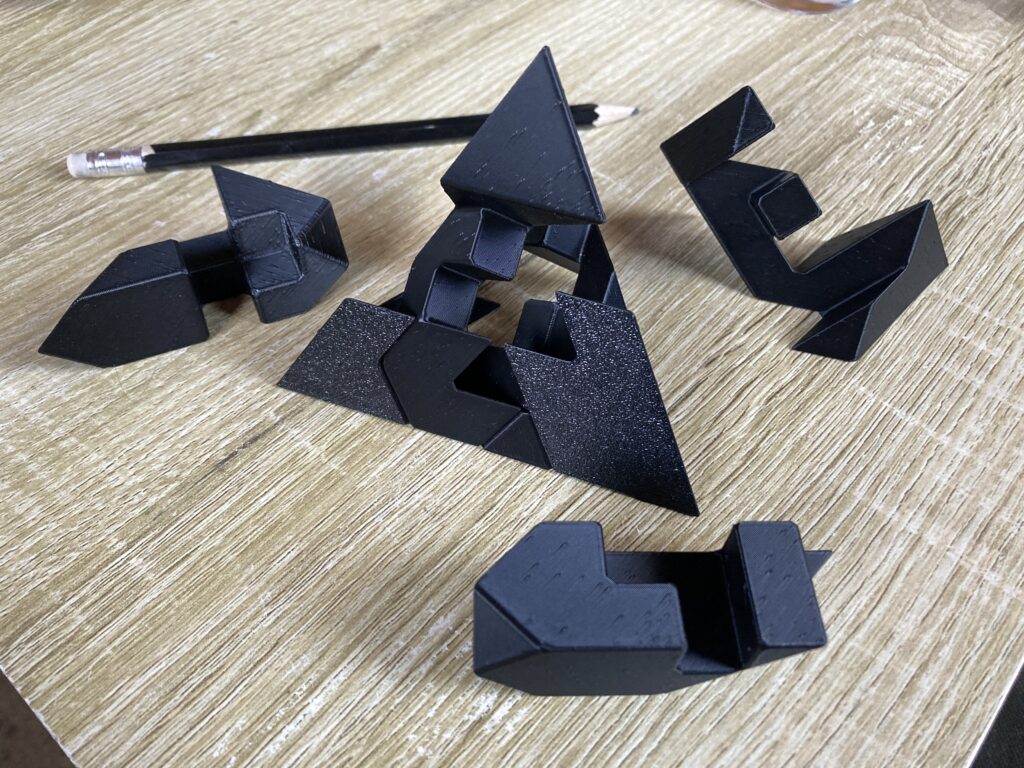
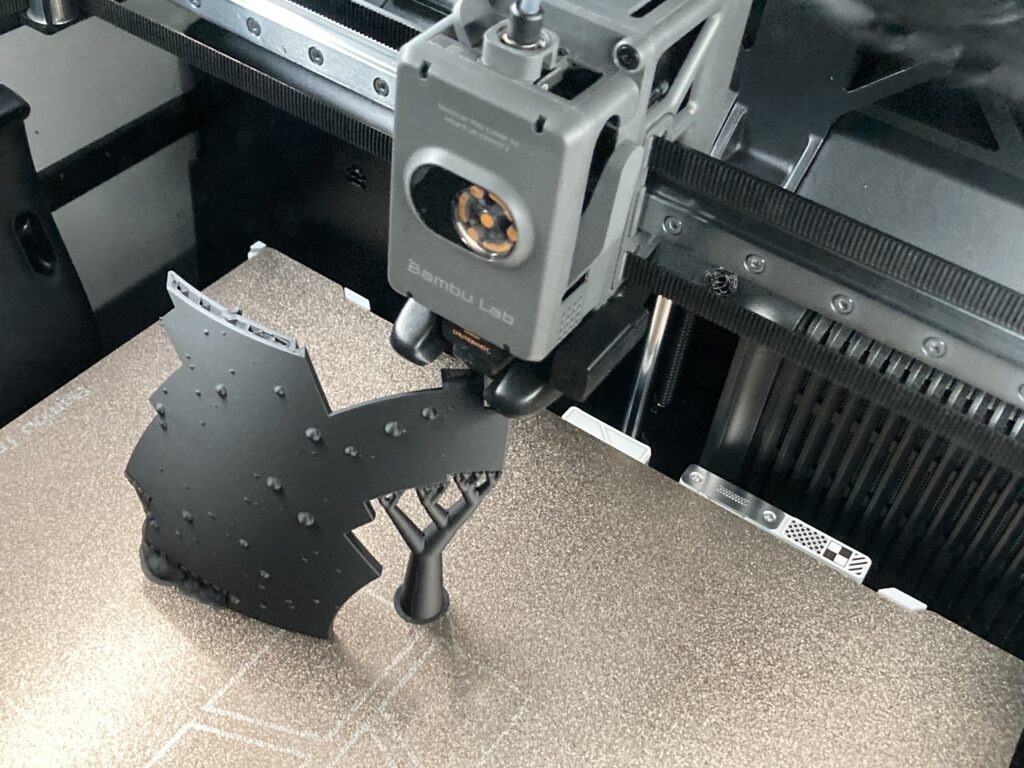
We printten enkele stukken rond Crux (Zuiderkruis) om te zien hoeveel marge tussen de stukken nodig is om handig te puzzelen. Het scriptje uit deel 1 had heel wat aanpasbare parameters en het was dus snel geregeld om alle stukken opnieuw te genereren met meer sterren en minder marge. De sterren vlakbij de randen kostten meer gedoe. Hoewel die over de randen heen laten lopen er mooi uitzag, zijn er hier en daar sterrenbeelden met zo veel sterren langs de rand dat zo’n overlap het puzzelen erg zou bemoeilijken. Een laatste testprint was het grootste stuk (Hydra) maar dit keer met tree supports die de slicer automatisch genereert, wat de vele uren designwerk voor custom supports zou schrappen.


Puzzel-intermezzo
We gingen voor een printer van het merk Bambu Lab en werden dan ook meteen gebombardeerd met leuke suggesties bestaande modellen op MakerWorld. Tijdens het finaliseren van de digitale designs was de printer ondertussen bezig aan enkele functionele prints (voornamelijk spoelen voor de filamenten die enkel nog als refill beschikbaar bleken) en ook een wiskundige demo en puzzel. Beide modellen leken wel enkele tweaks nodig te hebben voor een perfect resultaat, maar er werd desondanks duchtig mee gepuzzeld.

Kan je in meerdere kleuren 3D-printen?
Vooraleer we echt in gang konden schieten met het printwerk moest nog één grote vraag uitgeklaard worden: in welk kleur gaan we de stukken printen? Een licht kleur zoals het geel en oranje van de teststukken, of iets classy zoals zilvergrijs?. Nog beter zou uiteraard zijn als de sterren een andere kleur kregen dan de achtergrond, maar hoe dan? Multicolor printen kan deze printer in principe wel, maar op elke laag van kleur wisselen resulteert in een onverdedigbare verspilling.
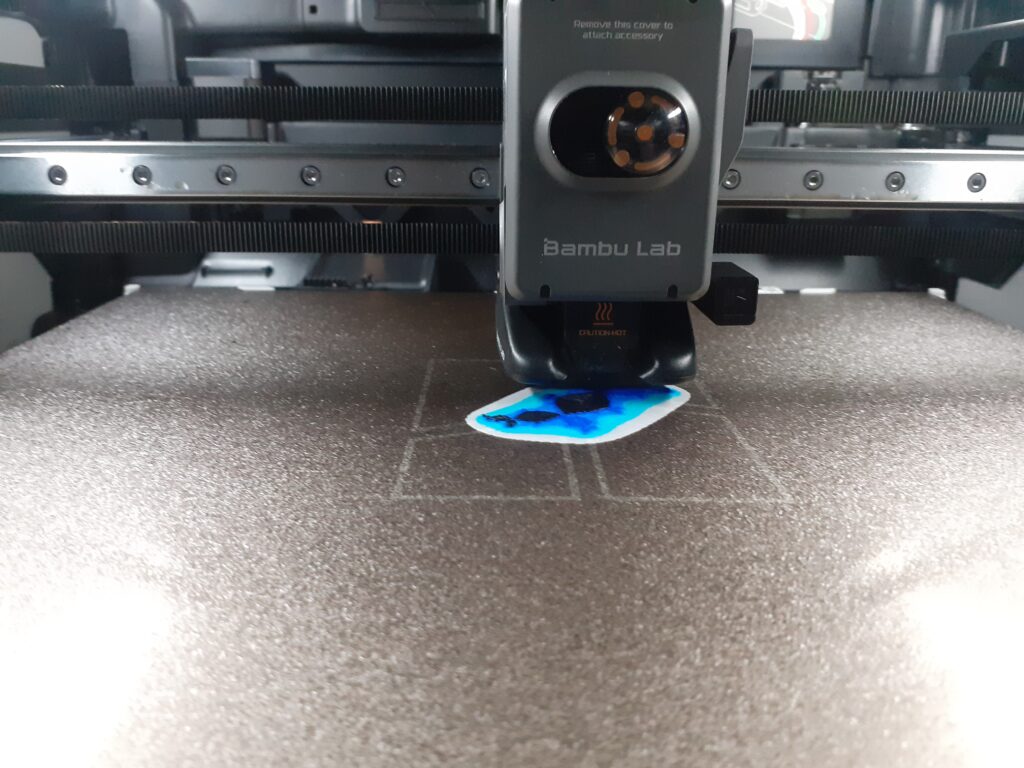
Bovendien zijn de kleinste sterren zó klein dat er geen ruimte is voor een los printtraject met het sterrenkleur. Zelfs met een echte dual-extruder printer o.i.d. zou het dus geen optie zijn om ze tweekleurig te printen. De sterren manueel kleuren dan maar? Goed gek leek me dat, maar gelukkig houdt Jens wel van repetitief detailwerk … Alleen, waarmee kan je netjes en fijn kleuren op zo’n 3D-print? We zochten én vonden een stift waarvan de inkt niet in de groefjes tussen de printlagen gezogen wordt, dus werd het printen in zwart PLA.


Hoe plaats je magneten in 3D-prints?
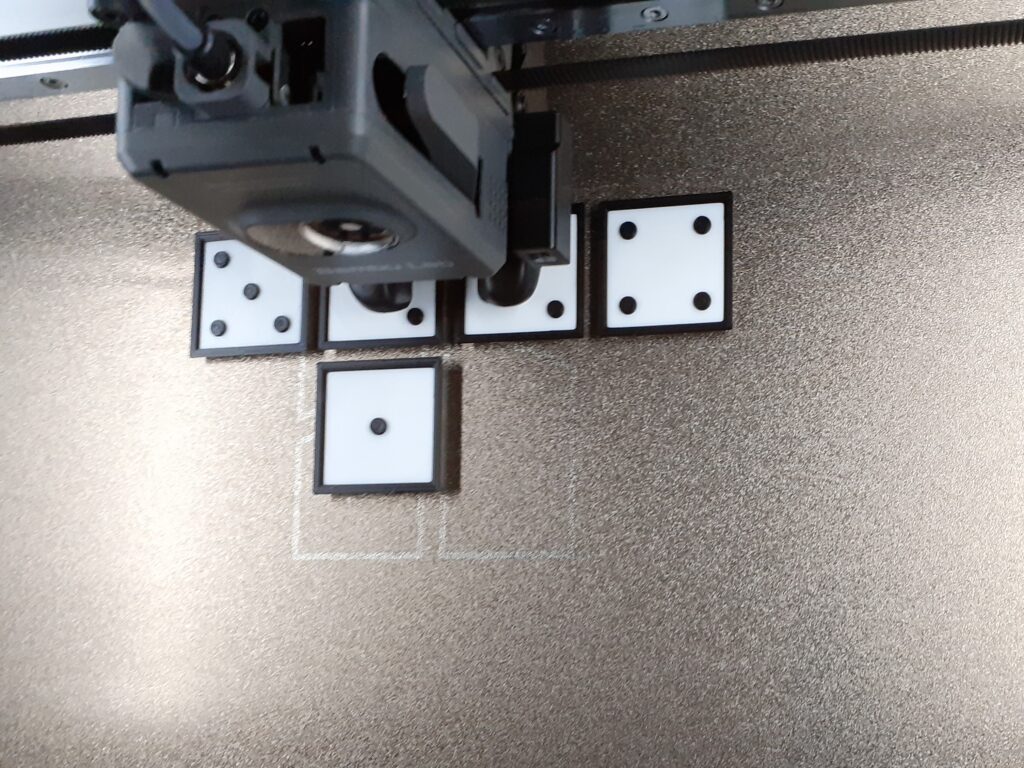
Om de stukken op een bol te kunnen samenpuzzelen, moesten er natuurlijk ook magneten in of aan de stukken komen. Dunne maar relatief grote platte magneetjes op de onderkant zijn goed voor aan de koelkast, maar zijn niet wat je wil op een boloppervlak. We gingen dus kleine cilindermagneetjes in de stukken verwerken. Klinkt simpel genoeg met een 3D-printer …
Toch kwam er opnieuw wat trial-and-error aan te pas. Press fits leken moeilijk door de vele oriëntaties van de magneetjes in deze gebogen stukken: daardoor moesten immers steeds andere stukjes printen zonder op een eerdere laag te steunen, waardoor de gaten nooit precies de juiste vorm en grootte hadden. Heat inserting zou de magneten demagnetiseren. En de magneetjes mid-print in het stuk leggen, bleek met een stalen nozzle (waar het gesmolten plastic uitkomt) geen evidentie. Een enkele perimeter achter het magneetje hield het genoeg vast om niet langer naar de printkop te springen, maar dat nam wat trekkracht weg. Bovendien wilde de slicer er maar geen doorlopend oppervlak van maken en zag het resultaat er maar wat dwaas en broos uit. 200 printpauzes over 89 stukken lijkt misschien sowieso niet de meest efficiënte werkwijze, maar een onzichtbare oplossing gaf ook extra vertrouwen dat er geen kleine magneetjes in kindermondjes zouden verdwijnen. Uiteindelijk bleek ‘een kleine support plug’ voor de press fits de KISS-oplossing … en toen zelfs de sterkere magneten die we bestelden in het stuk bleven zitten en niet aan de metalen bol bleven hangen, deed ik een klein vreugdedansje. Met een goed gekozen tolerantie kon ik immers een plakkerig prutswerkje en lijmplekken vermijden.


Al doende leert men
Zo gezegd, zo gedaan; met die testjes achter de rug kon het printen echt starten. Gezien elk stuk anders is en deze stukken niet makkelijk zijn voor een 3D-printer, werden er nog wel wat verschillende fails getroubleshoot, maar we zaten mooi op schema om de puzzel af te krijgen. Doorheen de 89 stukken (en verschillende reprints) werd stapsgewijs ook duidelijk dat eigen steunelementen eigenlijk maar op een vijf à tien stukken echt nodig waren — lang leve moderne slicers! Door de onregelmatige vormen bleef het plaatsen van de verschillende magneetgaatjes en kiezen van een oriëntatie wel een manuele kwestie, maar dat ging vrij vlot.



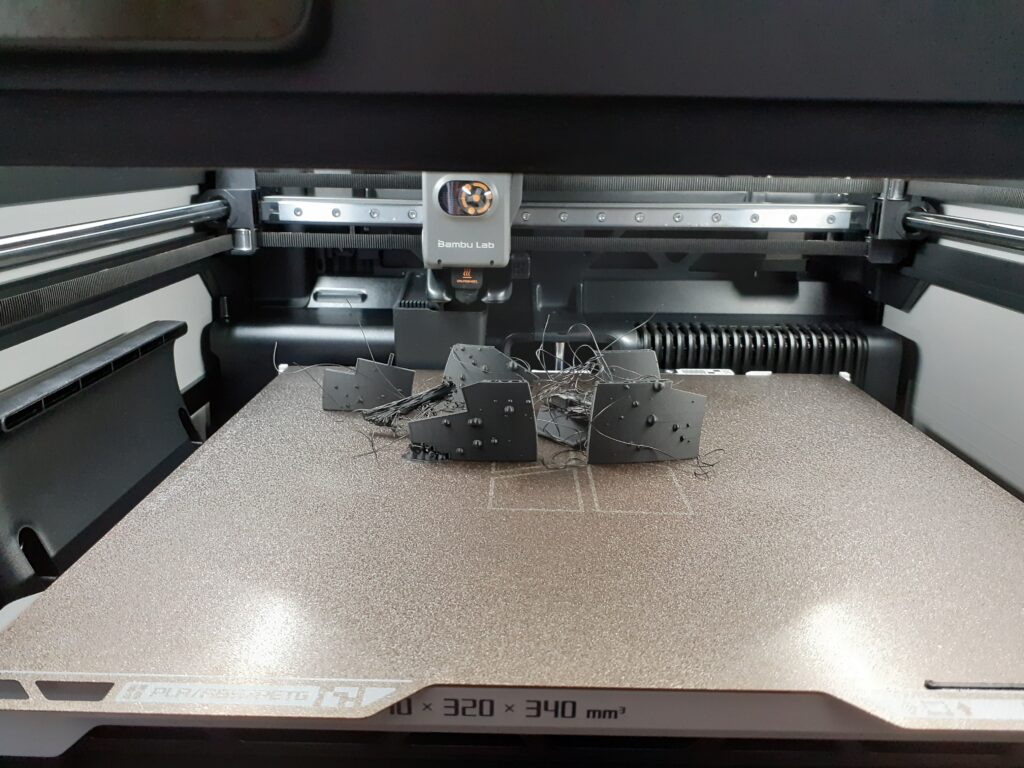
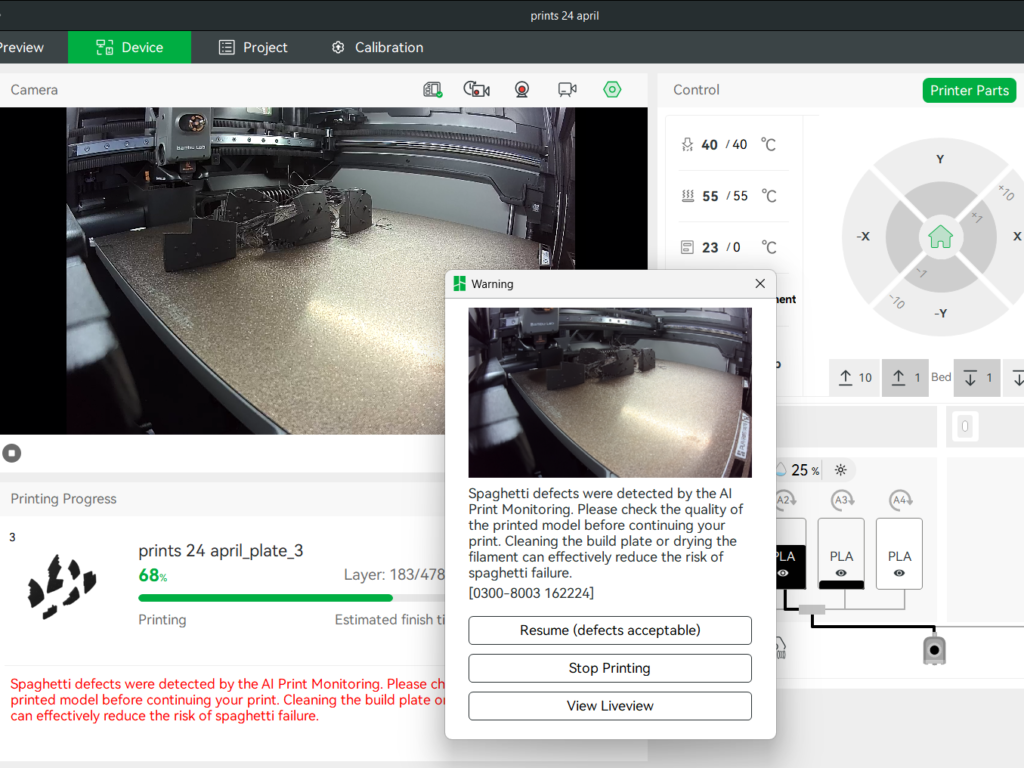
Hoewel we uiteindelijk bijna alle stukken hadden, bleven enkele artefacten me echt vervelen. Verschillende van de grotere en complexere stukken hadden storende effectjes aan allerhande hoekjes. Er kwam wat verbetering in na heel wat research en wijzigingen aan de instellingen (warmer printen, trager …). Maar dramatischer: bij het induwen van de magneten bleven enkele stukken keer op keer breken. Meer dan een schoonheidsfoutje dus!
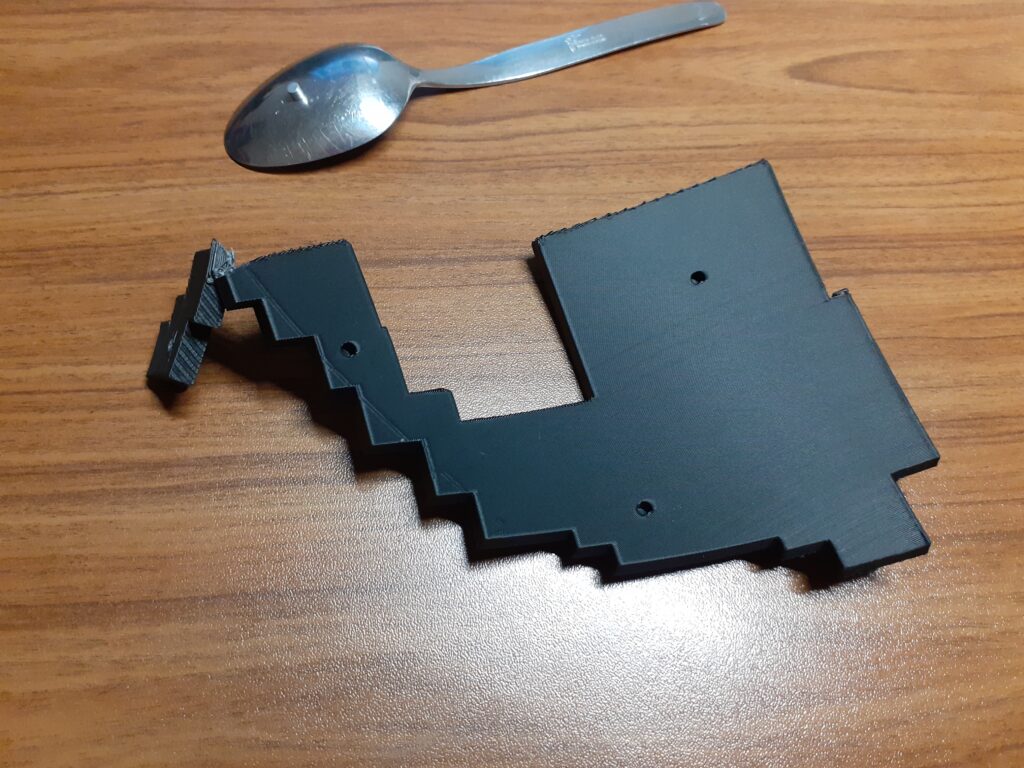

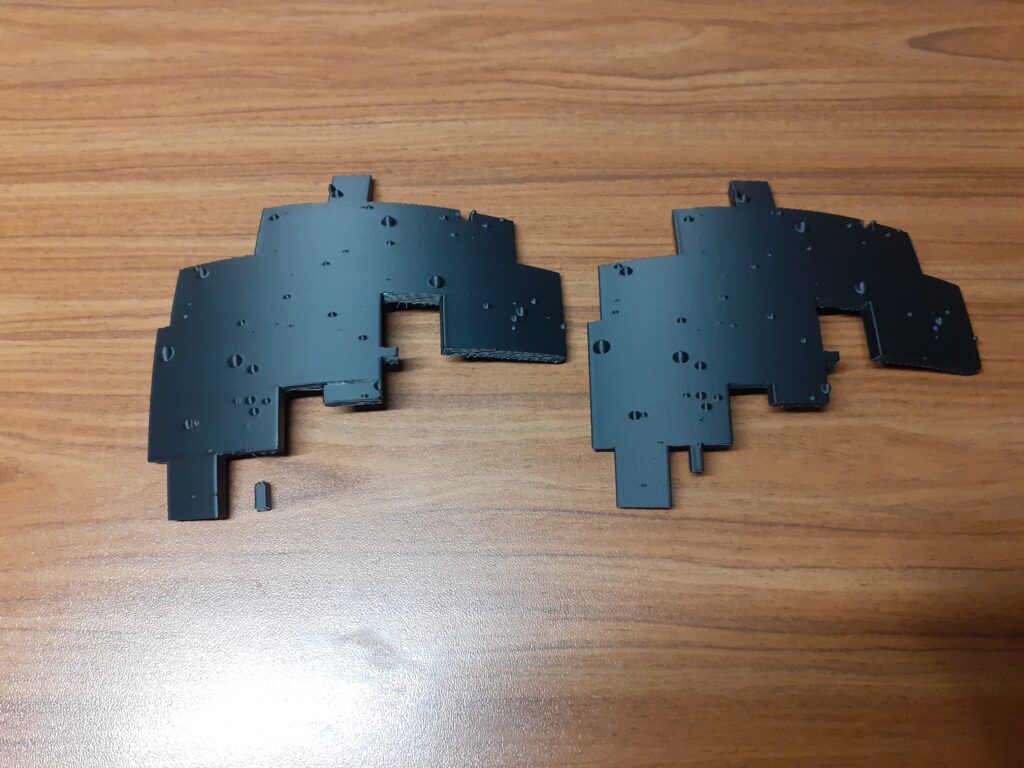
Achteraf gezien kon ik mezelf weer voor de kop slaan. Een gewoonlijk behulpzame instelling — trager printen bij overhangs — bleek ten onrechte toegepast te worden door de slicer. Door de ongewone meetkunde (lees: “niets is plat”) had de slicer de laag net boven de support als extreme overhangs geklasseerd, waardoor dit stukje van de perimeter (onnodig) heel traag geprint werd. Door de bruuske overgang naar normale snelheid in de rest van de lus kon de hot-end dan even niet genoeg plastic smelten, met alle symptomen van onderextrusie tot gevolg: niet mooi en niet stevig. Eigenlijk waren alle overhangs goed ondersteund, dus de instelling simpelweg uitzetten zorgde meteen voor prachtige prints. Alle stukken opnieuw printen — voor wat tot op zekere hoogte maar een prototype was — was het niet waard. Gezien het echter ook structureel niet optimaal was, en de fix zo simpel was, printten we de ergste stukken wel opnieuw, ook als ze nog niet gebroken waren.
Uiteraard hebben we in deze blog niet elk detail van elke print besproken, maar hopelijk kon deze glimps achter de schermen wel illustreren dat “Heb je dat ge-3D-print?” net zoals “Heb je het al eens aan AI gevraagd?” een misleidende vraag is, die heel wat onder de mat veegt. 3D-printers kunnen dan wel al heel veel, ze komen nog niet met een magisch “maak dit”-knopje.



Terwijl meer en meer stukken zich verzamelden, liep parallel ook de zoektocht naar een ondergrond om op te puzzelen. Dat hele verhaal lees je in de volgende blogpost.